
Sanitary Welding in Hygienic Applications: Engineering Reality, Failure Modes, and Why Weld Quality Is Non-Negotiable
By FiltraCore Asia – Technical Insights Series
In sanitary and hygienic process systems, sanitary welding is not a fabrication detail — it is a critical hygiene control point. In food and beverage, dairy, pharmaceutical, biotechnology, cosmetics, and high-purity chemical processing, the long-term hygienic integrity of equipment is determined less by filtration ratings or surface polish and more by the quality of sanitary welding execution.
Poor sanitary welding does not usually cause immediate failure. Instead, it creates latent hygiene risks that surface later as CIP inefficiency, unexplained microbial excursions, corrosion at weld zones, batch contamination, or premature equipment replacement. When these failures occur, they are often misattributed to filters, chemicals, or operating procedures — when the root cause lies in sanitary welding geometry and metallurgy.
This is why, in high-standard hygienic engineering, sanitary welding quality is treated as a primary design and validation parameter, not a cosmetic or secondary consideration.
What Defines a Sanitary Weld — From an Engineering Perspective
A weld qualifies as sanitary only when all three of the following conditions are met simultaneously:
Metallurgical integrityFull fusion and penetration, preserved corrosion resistance, and stable metallurgy through the weld and heat-affected zone. Hygienic geometry
No crevices, voids, undercut, overlap, concavity, or flow-disturbing features on either the internal or external surface.
Cleanability under CIP/SIP conditions
Surface finish, geometry, and metallurgy that allow effective soil removal, chemical contact, and thermal exposure without residue retention.
A weld that satisfies only one or two of these criteria is not sanitary, regardless of how smooth or polished it appears.
TIG Welding (GTAW): The Baseline for Sanitary Construction
Gas Tungsten Arc Welding (TIG/GTAW) is the minimum acceptable welding process for sanitary stainless-steel equipment.
From an engineering standpoint, TIG welding is preferred because it allows precise control over:
• Heat input and arc stability
• Weld pool size and penetration depth
• Bead profile and toe blending
• Shielding gas coverage and oxidation control
In sanitary welding, proper inert gas back-purging is critical wherever an internal weld root exists. Argon back-purging prevents root oxidation (“sugaring”), which permanently destroys corrosion resistance and renders stainless steel unsuitable for hygienic service.
When properly executed on SS304 or SS316L, TIG welding enables full-penetration welds with smooth internal root geometry, which is essential for eliminating microbial harborage points.
In sanitary service, TIG welding is not a premium option — it is the baseline requirement.
Orbital Welding: Repeatability and Validation Control
Orbital welding is an automated form of TIG welding widely used in pharmaceutical and biotechnology piping systems.
Its value lies in:
• Consistent penetration and bead geometry
• Controlled and repeatable heat input
• Reduced operator variability
• Weld traceability and documentation
Orbital welding does not inherently make a weld sanitary. It ensures that a properly qualified welding procedure is executed consistently — which is critical in GMP and validated environments.
MIG Welding: Why It Fails Hygienic Requirements
Metal Inert Gas (MIG/GMAW) welding is fundamentally unsuitable for sanitary applications.
From a hygienic engineering perspective, MIG welding introduces:
• Excessive and poorly controlled heat input
• Irregular bead profiles
• Increased spatter and micro-porosity risk
• Inconsistent penetration
• Higher likelihood of crevice formation
Even when MIG welds are ground and polished, internal weld root defects remain unchanged. Polishing improves appearance but does not correct sanitary failure modes.
For this reason, MIG-fabricated equipment routinely fails under aggressive CIP regimes and long-term hygienic service.
Weld Penetration: The Most Critical Hidden Failure Mode
The most dangerous defect in sanitary welding is partial penetration.
Partial penetration creates internal voids and crevices that:
• Trap product residues
• Promote biofilm formation
• Resist CIP flow and chemical contact
• Initiate corrosion from the inside
These defects are invisible during external inspection and cannot be corrected by surface finishing. From a hygiene standpoint, a partial-penetration weld is a structural contamination reservoir.
In sanitary systems, full penetration is not optional — it is foundational.
Heat-Affected Zone (HAZ): Where Corrosion and Hygiene Degrade Together
Improper heat control during welding damages the heat-affected zone.
Engineering consequences include:
• Chromium depletion at grain boundaries
• Reduced corrosion resistance
• Heat tint and oxide scale formation
• Increased susceptibility to pitting and crevice corrosion
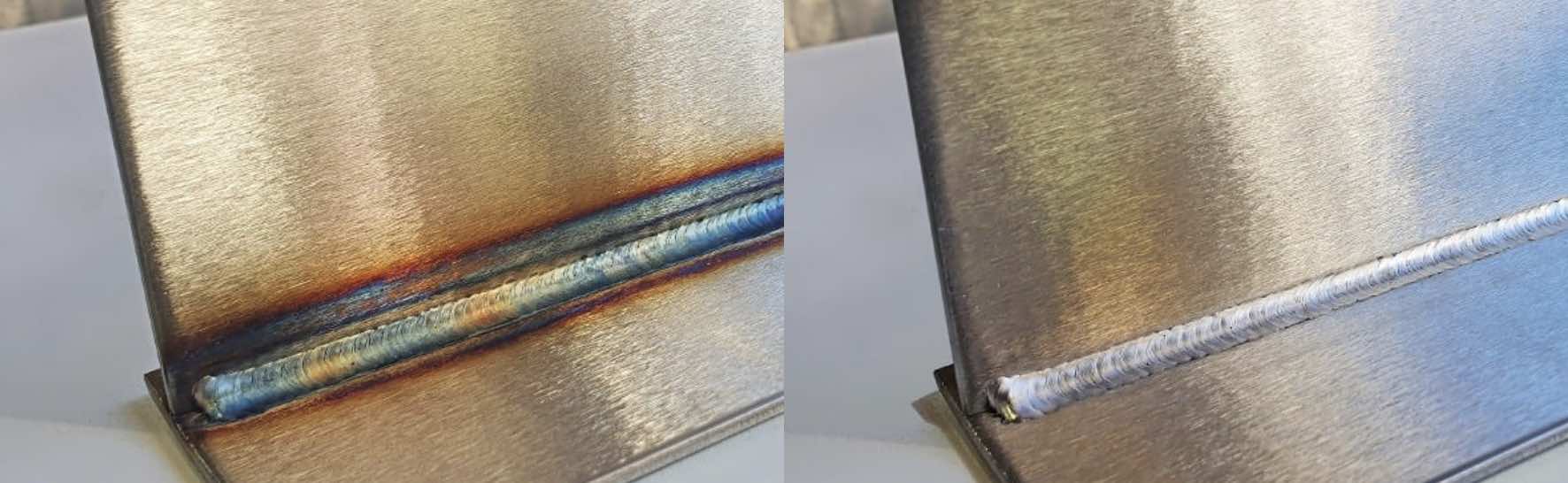
In practice, experienced inspectors often use weld colour as a quick visual indicator of gas coverage quality. Straw to light gold tones typically indicate controlled heat input, while blue, purple, or black oxidation suggests inadequate shielding and potential loss of corrosion resistance.
In hygienic service, HAZ degradation becomes:
• A microbial attachment surface
• A CIP-resistant defect
• A long-term corrosion initiation point
High-quality sanitary welding therefore requires controlled heat input, effective inert gas shielding, and post-weld passivation to restore corrosion resistance.
Weld Blending and Geometry: Why Shape Matters More Than Shine
Sanitary welds must transition smoothly into the parent material without:
• Undercut
• Overlap
• Sharp toes
• Concavity or ridges
Poor weld geometry creates micro-trenches that disrupt CIP flow dynamics and shelter residues. These are not theoretical risks — they are repeatedly observed in hygiene failures during plant operation.
Typical hygienic targets:
• Food & beverage systems: ≤ Ra 0.8 μm
• Pharmaceutical systems: ≤ Ra 0.6 μm or better
However, surface roughness values are meaningless if weld geometry is incorrect.
Visual Comparison: Why Weld Workmanship Defines Sanitary Performance


Sanitary-Grade Fully Blended TIG Weld – Rod-to-Plate Interface
These imags show welds that are smoothly blended into the parent material. The weld bead transitions seamlessly into the base plate, with no visible undercut, overlap, or circumferential crevice. Heat input appears controlled, with no visible oxidation halo at the heat-affected zone.
This level of weld execution supports effective CIP flow, minimises residue retention, and maintains long-term corrosion resistance. It reflects correct welding technique and hygienic intent from the outset, rather than cosmetic correction after fabrication.
Unblended TIG Weld Bead at Rod-to-Plate Interface (Sanitary Risk Example)
This image shows welds that are structurally adequate but display pronounced bead profiles at the rod-to-plate interface. While mechanically sound, the lack of full blending creates circumferential crevices and micro-trenches at the weld toe.
In sanitary service, these features become preferential sites for product residue accumulation, biofilm formation, and early corrosion under repeated CIP exposure. Post-weld grinding or polishing may improve appearance, but does not correct internal geometry or metallurgical compromise introduced during welding.
Why FiltraCore Asia Treats Sanitary Welding as a Governance and Hygiene Discipline
At FiltraCore Asia, sanitary welding is treated not merely as a fabrication activity, but as a governance and hygiene discipline embedded into how we design, specify, review, and approve equipment for sanitary service. This approach is shaped by three reinforcing pillars: Singapore-based governance discipline, Japanese Kodawari workmanship philosophy, and technical advisory practices aligned with global American and European MNC engineering standards.
From a technical standpoint, we insist on flush-ground, crevice-free weld execution at all sanitary interfaces — including sleeve bases, mounting plates, and structural transitions. Welds must blend seamlessly into the parent material, with no steps, recesses, or dead pockets. These are not aesthetic preferences. In hygienic systems, any geometric discontinuity becomes a potential site for product hold-up, residue accumulation, and microbial activity, particularly under repeated CIP exposure.
This level of weld workmanship is often overlooked in the market, where mechanical adequacy or visual acceptability is treated as sufficient. From our perspective, that threshold is inadequate for sanitary service. Welding quality must be evaluated through the lens of long-term cleanability, hygiene risk control, and regulatory defensibility, not just initial functionality.
Our standards are anchored in Singapore-style governance, where accountability, documentation, and quality assurance are treated as core responsibilities rather than optional add-ons. This is complemented by Japanese Kodawari, which emphasises precision, care in execution, and respect for details that may not be immediately visible but determine long-term performance. Layered onto this is technical advisory input benchmarked against American and European multinational engineering practices, ensuring alignment with how global organisations assess risk, validation, and lifecycle operability.
This combination of governance, workmanship philosophy, and technical rigor defines how FiltraCore Asia approaches sanitary welding. It is also why we place strong emphasis on workmanship control, QA sign-off, and traceability — and why we are frequently engaged not just as a supplier, but as an engineering and hygiene advisory partner.
Over time, we have recognised a professional and ethical responsibility to speak up when a weld detail, design choice, or execution approach presents a potential hygiene or engineering risk — even when it falls outside a narrow supply scope. These seemingly “minor” details are often the root cause of major downstream issues, and addressing them early is fundamental to food safety, compliance integrity, and long-term system reliability.
In sanitary applications, this mindset is not optional. It is the standard by which FiltraCore Asia differentiates itself — quietly, consistently, and with full accountability over the life of the equipment.
The “Mirror Polish” Fallacy
A mirror-polished surface does not guarantee sanitary integrity.
High polish can conceal:
• Lack of fusion
• Internal voids
• Root concavity
• Oxidised HAZ beneath the surface
True sanitary performance is achieved by weld quality first, surface finishing second. Reversing this order produces equipment that looks clean but fails hygienically.
How Poor Sanitary Welding Fails in Real Operation
In practice, inadequate sanitary welding manifests as:
• Increasing CIP cycle duration
• Unstable pressure drop across equipment
• Persistent microbial counts
• Product contamination events
• Premature corrosion near weld zones
By the time these symptoms appear, remediation is rarely economical. Replacement is often the only viable option.
Engineering Standard: What “Top-Notch” Sanitary Welding Actually Requires
True sanitary welding demands:
• TIG or orbital welding only
• Full-penetration welds
• Controlled heat input
• Effective inert gas shielding
• Smooth internal and external weld geometry
• Post-weld cleaning and passivation
• Surface finish aligned with hygienic risk level
Anything less is decorative stainless steel, not hygienic process equipment.
Engineering Conclusion
In hygienic applications, welding quality determines whether equipment is genuinely cleanable under real operating conditions — not just compliant on paper.
This is why high-standard sanitary engineering treats welding as a core discipline, not a fabrication afterthought.
For readers seeking peer-reviewed scientific evidence on why sanitary welding quality directly affects hygienic performance, this study published in Journal of Food Engineering provides valuable context. The research examines how different welding procedures influence bacterial colonisation on stainless steel surfaces, reinforcing the principle that weld execution, surface condition, and post-weld treatment play a decisive role in cleanability and microbial control. This external reference supports the engineering reality that sanitary welding is not defined by appearance alone, but by how welds behave under real hygienic conditions.
If you are specifying, evaluating, or auditing sanitary process equipment, do not assess welds by appearance alone.
Speak with FiltraCore Asia’s technical team to review weld execution, hygienic risk points, and sanitary integrity before they become operational failures.